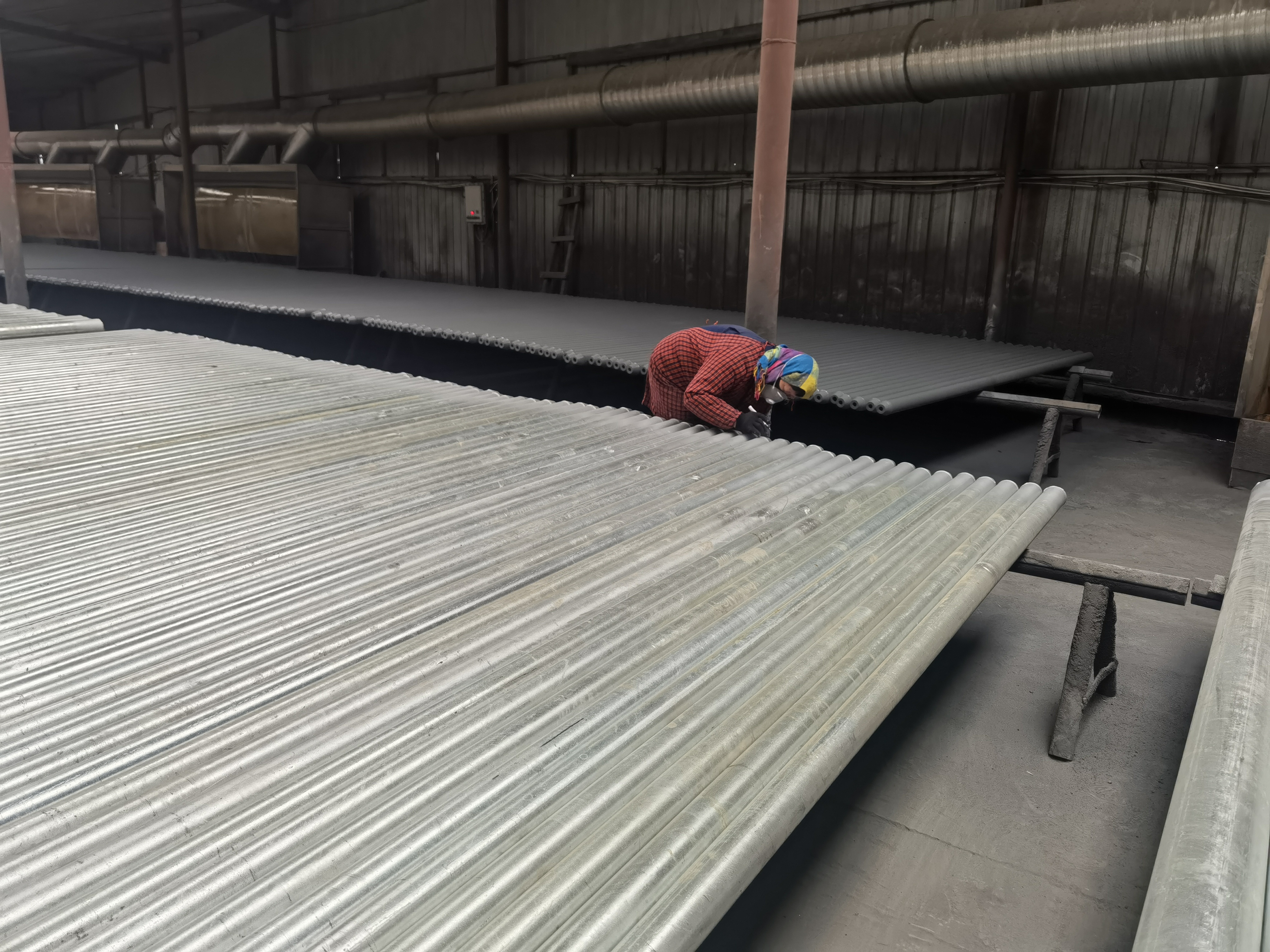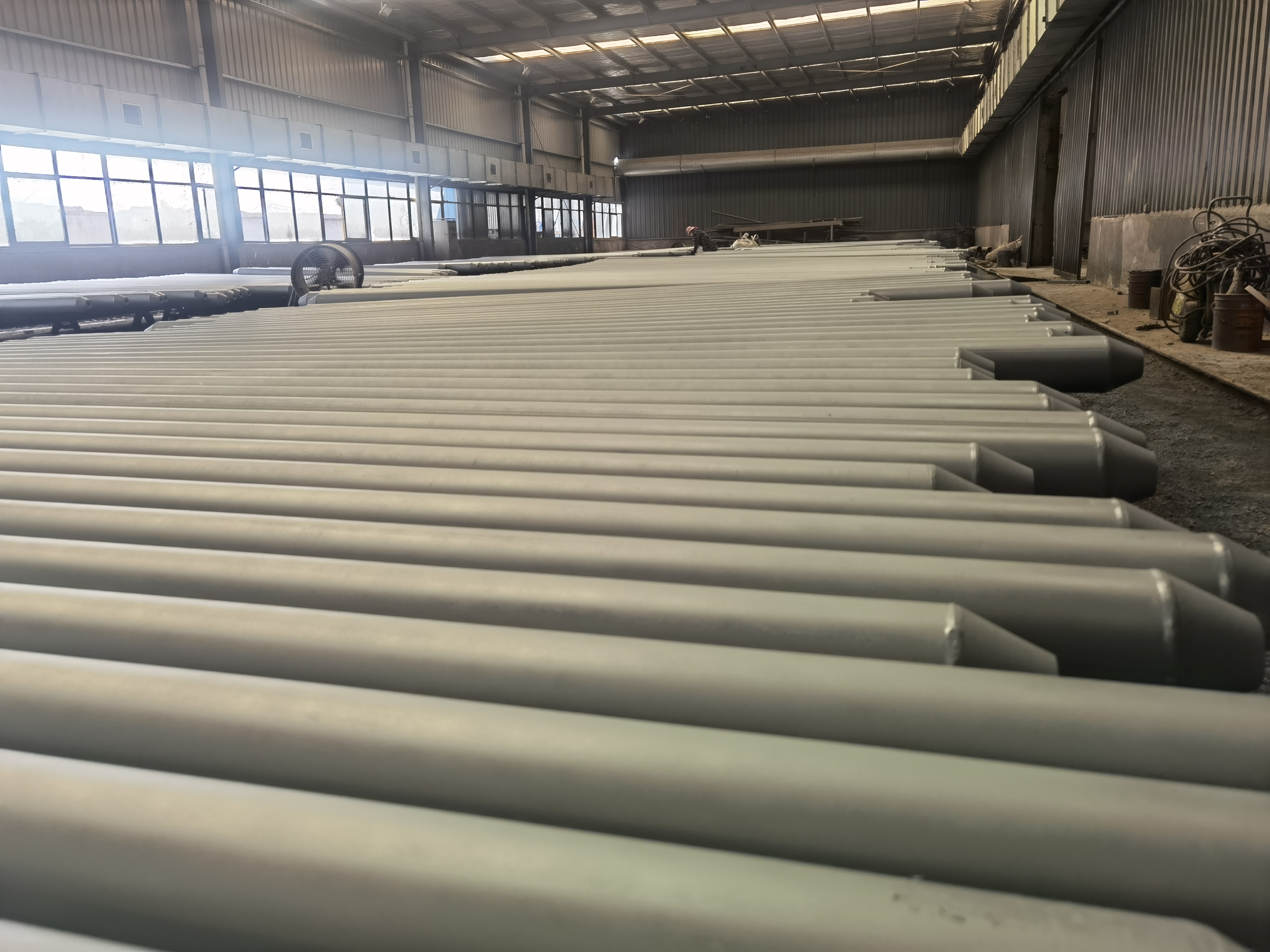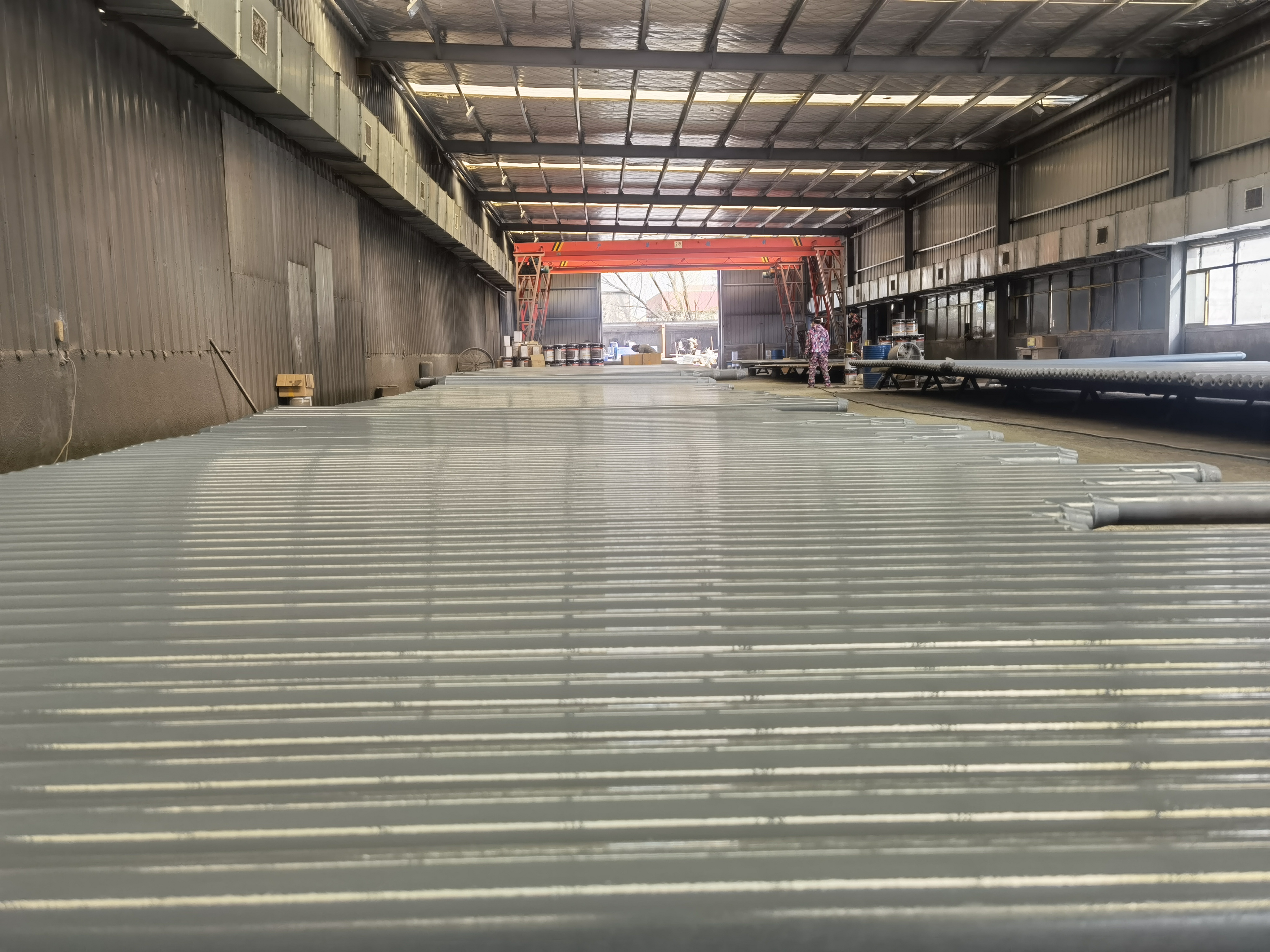







Proses letupan tembakan dan penyahkaratan rangka ruang keluli
Letupan tembakan:
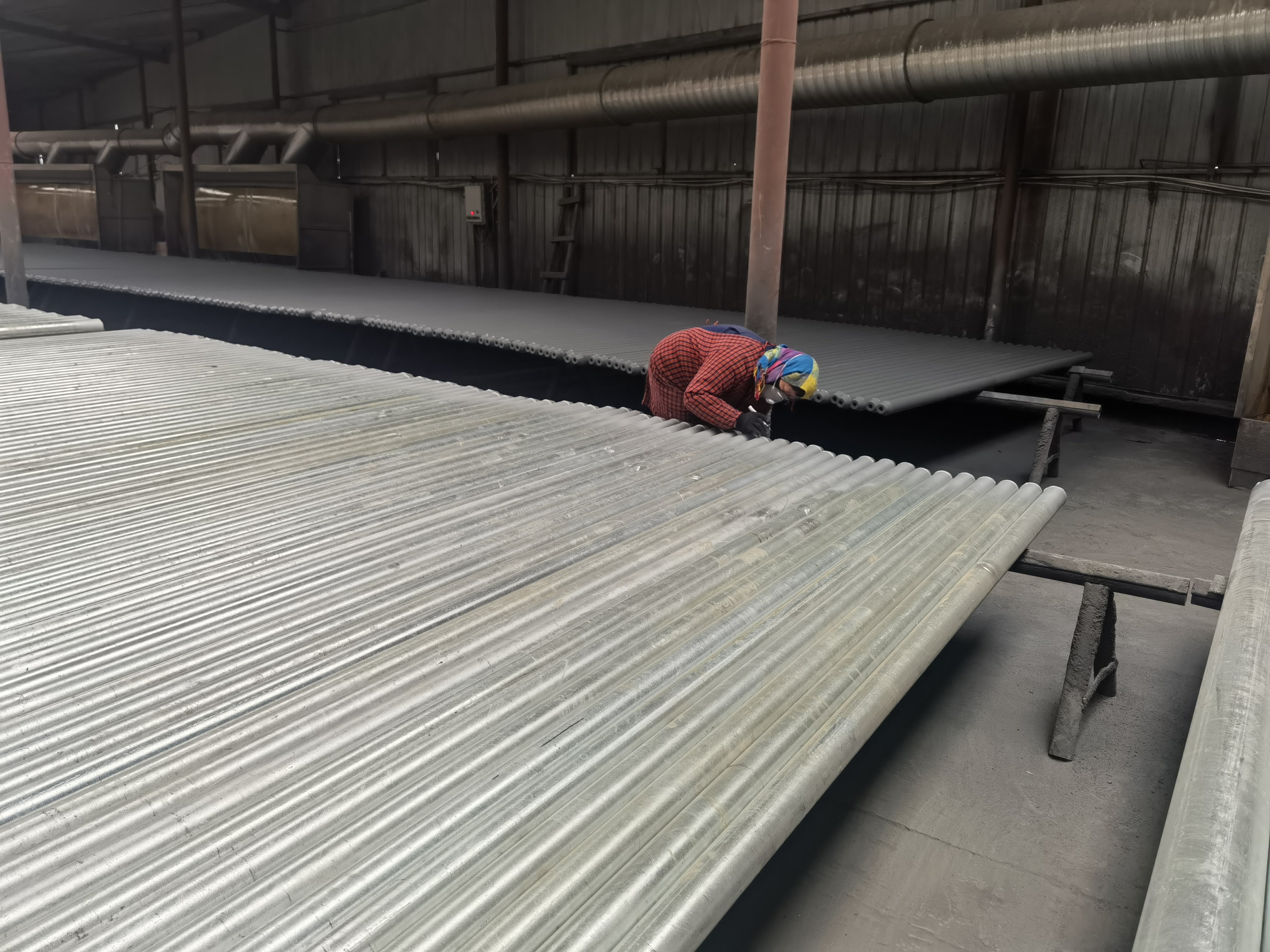
Letupan tembakan adalah menggunakan daya emparan pendesak pada mesin letupan tembakan apabila ia berputar pada kelajuan tinggi, dan proses letupan tembakan adalah sangat tinggi.
Halaju linear keluli ditembak ke permukaan keluli untuk dirawat, mengakibatkan kesan hembusan dan pengisaran, dan skala oksida pada permukaan keluli dikeluarkan.
dan karat, dan menghasilkan kekasaran tertentu.Letupan tembakan sangat cekap dan boleh dilakukan dalam persekitaran yang tertutup.
Gred letupan tembakan dan penyingkiran karat;
(1) Letupan pukulan ringan dan penyingkiran karat.Permukaan keluli hendaklah bebas daripada gris atau kotoran yang boleh dilihat dan bebas daripada skala oksida yang kuat, salutan karat dan cat serta lampiran lain;
(2) Letupan pukulan menyeluruh dan penyingkiran karat.Permukaan keluli hendaklah bebas daripada gris atau kotoran yang boleh dilihat dan bebas daripada skala oksida yang kuat, salutan karat dan cat serta lampiran lain;
(3) Letupan pukulan yang sangat teliti dan penyingkiran karat.Permukaan keluli hendaklah bebas daripada gris atau kotoran yang boleh dilihat, sisik, lampiran besi seperti karat dan salutan cat, sebarang kesan yang tinggal hendaklah hanya kesan sedikit dalam bentuk titik atau jalur;
(4) Letupan tembakan dan penyingkiran karat untuk menjadikan permukaan keluli bersih.Permukaan keluli hendaklah bebas daripada gris atau kotoran yang boleh dilihat, kulit pengoksidaan, salutan karat dan cat serta lampiran lain, menunjukkan kilauan logam yang seragam;